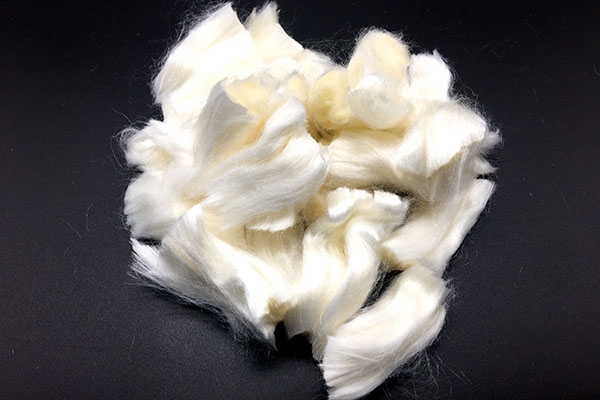
桑绢丝生丝是指通过一定的工艺,从蚕茧层中抽出茧丝,并根据线密度要求,把若干根茧丝合并、粘合而纺制成的工业用丝,俗称白厂丝。生丝是丝线或织物生产用的原料,它具有美丽的光泽,手感柔软,富有弹性。加工后的丝绸产品绚丽多彩,品种丰富,服用性能良好,深受消费者的欢迎 蚕丝
生丝生产的任务蚕茧的品种较多,茧质差异大,需要在丝前进行一系列的加工处理。缫得的单丝很细,强力较低,需要合并纺制成丝,这些任务需通过生丝生产工艺系统来完成
二、生丝生产的原料及蚕茧的初步加工
1、生丝生产的原料制生丝的原料主要是家蚕茧,也称桑蚕。每颗互包括茧衣、茧层、蟠付、蚕铺和锐皮五个部分,茧衣是茧子最外面的一层细脆又凌乱的丝缕,约占重的2%,不能作缠丝用,但可作绢纺原料,茧层是用来丝的部分,其重量占茧子重量的50%左右,蛹衬是蚕最内层的丝缕,约占茧重25%,不宜缰丝。蚕诵用来撮蛹油和蛹蛋白,约占茧重的45%左右。蜕皮重量极微,也无用途。蚕茧的形状、色泽、匀净度、整齐度、缩皱、厚薄、松紧、通气性等性状,直接影响到制丝的质量和效率
2.蚕茧的初步加工家蚕的鲜茧不能长期贮存,必须及时进行杀蛹和烘干,即进行蚕革的初步加工。杀的目的是防止发蛾、出组、破坏茧层,以致无丝,烘干目的是去除一定的水分,避免萄烂变质,便于贮存,同时可使丝胶适当变性,墙强茧层对煮茧的抵抗力,符台丝的要求。htp杀蛹和烘干是在利用热空气进行干燥的烘茧机内进行的。整个过程分为三个阶段
1)预热阶段:温度逐渐升高,热气进入茧腔,活鲜通受热后被烘死。诵体表面的强质层被破坏
2)等速干燥阶段:干燥宝内继续升温至100-110℃,重层内部水分逐步向表面转移,并不断敢发,层的表面形也一层水汽膜,此时蒸发的速度保持不变
3)减速干燥阶段:随着蚕茧含水率的下降,蒸发速度逐渐下降,直到茧层表面水汽膜消失,蒸发作用停止,鲜至中体的含水率为73%-77%,层含水率在13%-16%之间,烘后干的含水率是9.1%-10.7%可见烘重主要是除去体的水分。烘过程需要5-6h(小时)。该工序一般在蚕收购站进行,蚕茧干燥后到投入制丝前,必须台理的贮存和保管,防止上莓变和虫、鼠害。重库要有一定的温湿度条件,建立安全检查制度,以保全至质
田总乡破重生心魔来
三、生丝生产工艺流程生丝生产是指以蚕茧为原料投入生产至生丝包装入库的全过程。其工艺流程为:混茧→剥互→选茧→煮茧→缠丝→复摇→整理→检验
1、混茧。丝绸行业称茧站为庄口。混茧是根据工艺设计的要求把两个或两个以上的庄口茧均匀混合,目的是扩大茧批的数量,平衡原料茧的质量,稳定工艺和操作,提高生丝的质量和产量。混茧可由人工或机械来完成。常用的混茧机有毛茧(带茧衣)混茧机和光茧(不带茧衣)混茧机两种
2、剥茧。在茧子外面的一层茧衣,纤维细而脆弱,丝缕杂乱无章,不能用于缠丝,必须先行剥去,以便于选茧操作和茧质的鉴别,保证煮茧的移量佳确和煮熟均匀。剥茧是在剥茧机上进行的
3、选至。各批蚕茧都存在着茧型大小,茧层厚薄、色泽等差异,为此,需按照工艺设计的要求进行选分类,剔除原料茧中不能缠丝的下脚茧(如双宫茧、薄皮茧、穿虫茧、黄班茧、重油茧、软绵茧、深色、烂茧等),称为粗选。去除下脚茧后的原料茧为上车茧,其中又分为上茧和次茧两类。如产品等级要求高,在茧质不理想的情况下,需严格剔剔除次茧,并按大小分型,称为精选。在上车茧中,可进步按照茧子大小、厚薄、色泽进行精选。选茧设备般采用简单的传送带选革机,每台配备3-4个工人,分工负责,进行人工选茧。分型选茧通常采用筛茧机,将上机茧通过机筛进行分选。
4.煮茧。干茧茧层上的茧丝之间胶着力较大,而缫丝时丝条的抽取速度较快,张力较大,极易断丝。通过煮茧能适当的膨润和溶解丝胶,增强茧丝的强力,保证茧丝能连续不断地顺序离解。所以煮茧的实质是使丝缕之间的胶着力减少到一定的程序,便于缫丝。目前,使用较多的是循环式蒸汽煮茧机。煮茧程序的适当与否,对缠丝的产量、质量和折有密切的关系。如温度、蒸汽压力等工艺条件,均需视互和所制生丝的等级、产量而定

 在线咨询
在线咨询